發布日期:2022-10-09 點擊率:319
0引言
步進電機用于控制機電設備上平動體或轉動體的位移、速度和方向。S7-200PLC的高速脈沖輸出指令PTO可產生占空比為50%、周期和個數可控的脈沖信號,進而控制步進電機的速度和位移。本文結合實例,介紹PTO指令在步進電機控制系統中的實際應用。
1系統組成
步進電機控制系統由CPU224、步進電機驅動器、步進電機、電源等組成,如圖1所示。
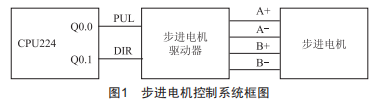
其中,CPU224PLC是步進電機控制系統的控制器,通過執行PTO指令控制輸出脈沖的周期和個數:步進電機驅動器接受來自PLC的脈沖信號,進行功率放大和分配,用以驅動步進電機,步進電機的方向由PLC的方向信號控制,通過改變分配給步進電機繞組的脈沖相序來改變轉向:步進電機接受一個脈沖信號會產生一個步距角的位移。
2PTO指令介紹
2.1功能
PTO(PulSeTrain0utput)是脈沖串輸出的簡稱。PTO指令可以控制00.0或00.1端輸出占空比為50%、周期和脈沖數可以指定的脈沖串,用以控制步進電機的速度和位移。
2.2特殊存儲區
CPU224中有兩個高速脈沖發生器,每個高速脈沖發生器都有一個8位控制字、一個32位脈沖計數值、一個16位的周期值和一個16位的脈寬值,這些值都放在特定的特殊存儲區中。例如,00.1端對應的控制字存在SMB67中,脈沖周期值存在SMw68中,脈沖計數值存在SMD72中。
在程序中設置好這些存儲區值,執行脈沖輸出指令PLS,CPU就會讀取這些值,并執行特殊存儲區所定義的操作,輸出相應的高速脈沖。
2.3包絡表
如果需要輸出多個脈沖串,可以在存儲區中建立包絡表,包絡表中存放多個脈沖串的參數。建立包絡表后,執行PLS指令,PLC就會從包絡表中讀取參數值,按照參數定義控制脈沖串的輸出。包絡表中每段脈沖串的參數需用8個字節,其中包含2個字節的周期值、2個字節的周期增量值、4個字節的脈沖計數值。
3PTO指令在程序中的應用
3.1控制要求
步進電機控制要求如圖2所示,從A到B為加速過程,從B到C為恒速運行,從C到D為減速過程。
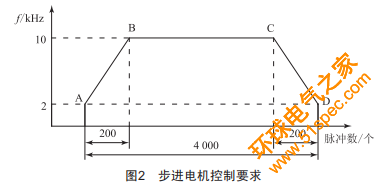
根據控制要求,PLC需要輸出3段脈沖,這3段脈沖的參數分別為A一B段:200個脈沖,頻率從2kHz到10kHz均勻增加,周期從500uS到100uS均勻減小,周期增量為-2uS:B一C段:3600個脈沖,脈沖頻率和周期不變化:C一D段:頻率從10kHz到2kHz均勻減小,周期從100uS增加到500uS,周期增量為2uS。
包絡表的起始字節存放段數范圍為(1~255),本例中脈沖串為3段,包絡表初始字節設為VB200。
3.2程序編制
3.2.1編程思路
本例程序由主程序、子程序和中斷程序組成。其中,主程序中調用初始化子程序,復位00.0:在子程序中完成控制字設置及包絡表的建立,并啟動脈沖串的輸出,建立中斷程序的連接:當脈沖串完成時,執行中斷程序,這里用00.0輸出作為完成標志。
3.2.2程序及說明
3.2.2.1主程序
LDSM0.1//SM0.1的常開觸點在首次掃描時接通一個掃描周期:
R00.0,1//首次掃描時復位00.0:
CALLSBR0:SBR0//首次掃描時調用子程序SBR0,設置PTO控制字和中斷。
3.2.2.2子程序
LDSM0.0//SM0.0常開觸點在PLC運行期間接通:
M0VB3,VB200//VB200中存放的是脈沖串包絡表的段數,這里設為3:
M0Vw+500,Vw201//第+段的初始周期設為500uS:M0Vw2,Vw203//第1段的脈沖周期增量為-2uS:
MoVD200,VD205//第1段的脈沖個數設為200:MoVw+100,Vw209//第2段的初始周期設為100u+:MoVw+0,Vw211//第2段的脈沖周期增量為0:MoVD+S600,VD21S//第2段的脈沖個數設為S600:MoVw+100,Vw217//第S段的初始周期設為100u+:MoVw+2,Vw219//第S段的脈沖周期增量為2u+:MoVD+200,VD221//第S段的脈沖個數設為200:LDSM0.0//PLC運行期間接通:
MoVB16#A5,SMB67//PTo的控制字設為A5:其含義為允許PTo操作,多段操作,時基為微秒,脈沖周期和計數值刷新:
MoVw+200,SMw168//包絡表的起始地址設為200:
ATCHINT0:INT0,19//將中斷INT0和PTo0脈沖串輸出完成事件的聯系:
∶NI//允許中斷:
PLS0//按上述PTo控制字設置啟動內部脈沖發生器工作并輸出脈沖。
S.2.2.S中斷程序
LDSM0.0//PLC運行期間接通:
E=1.0//當中斷發生時,=1.0有輸出,表示S段脈沖串輸出完成。
4結語
S7-200PLC的高速脈沖輸出指令PTo,通過設置控制字和包絡表,可以方便地實現多段脈沖串的周期和脈沖個數的控制,從而實現對步進電機的速度和位移的多段控制。
下一篇: PLC、DCS、FCS三大控
上一篇: GMC-96B鋼軌打磨車常

型號:2011400034
價格:面議
庫存:10
訂貨號:2011400034
型號:103H8223-6340
價格:面議
庫存:10
訂貨號:103H8223-6340
型號:SM2862-5151
價格:面議
庫存:10
訂貨號:SM2862-5151
型號:103H8222-6340
價格:面議
庫存:10
訂貨號:103H8222-6340
型號:103H5208-0410
價格:面議
庫存:10
訂貨號:103H5208-0410
型號:P542-M481U-G17L82
價格:面議
庫存:10
訂貨號:P542-M481U-G17L82


