發布日期:2022-04-26 點擊率:73 品牌:信捷_XINJIE
三菱系列PLC觸點比較應用指令包括觸點比較取指令、與指令以及或指令。
PLC應用舉例
1、三相異步電動機的星型-三角形降壓啟動PLC控制
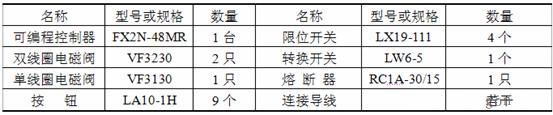
一、項目所需設備、工具、材料
見表8-1。
表8-1 項目所需設備、工具、材料

二、訓練內容
2.1項目描述
按照三相異步電動機控制原理圖(圖8-8)接線或用控制模板代替。圖中的QS為電源刀開關,當KM1、KM3主觸點閉合時,電動機星形連接;當KM1、KM2主觸點閉合時,電動機三角形連接。
設計一個三相異步電動機星-三角降壓啟動控制程序,要求合上電源刀開關,按下啟動按鈕SB2后,電機以星形連接啟動,開始轉動5S后,KM3斷電,星形啟動結束。
2.2實訓要求
2.2.1方法一:用堆棧指令配合常用一般指令實現
(1)輸入點和輸出點分配表
見表8-2。
表8-2 輸入點和輸出點分配表

(2)PLC接線圖
如圖8-9所示。
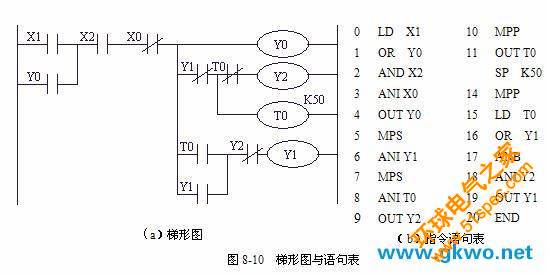
(3)程序設計
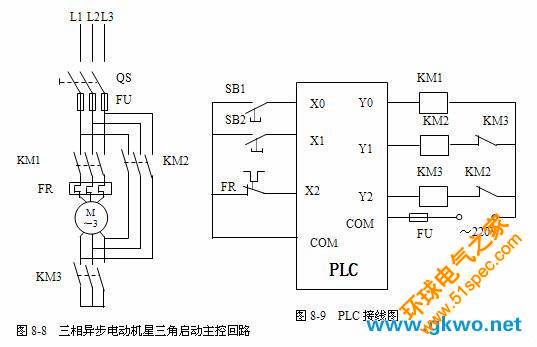
圖8-8為三相異步電動機星三角啟動主電路。圖8-10(a)為梯形圖。注意熱繼電器以動斷觸點的形式接入PLC,因而在梯形圖中要用動合觸點。
(4)運行并調試程序
a.將梯形圖程序輸入到計算機。
b.下載程序到PLC,并對程序進行調試運行。觀察電機在程序控制下能否實現星-三角降壓啟動。
c.調試運行并記錄調試結果。
2.2.2方法二:用一般指令實現
若8.4.1項目描述改為:設計一個三相異步電動機星-三角降壓啟動控制程序,要求合上電源刀開關,按下啟動按鈕SB2后,電機以星形連接啟動,開始轉動5S后,KM3斷電,星形啟動結束。為了有效防止電弧短路,要延時300ms后,KM2接觸器線圈得電,電動機按照三角形連接轉動。不考慮過載保護。
(1)輸入點和輸出點分配
見表8-3。
表8-3 輸入點和輸出點分配表

(2)PLC接線圖
按照圖8-11完成PLC的接線。圖中輸入端的24V電源可以利用PLC提供的直流電源,也可以根據功率單獨提供電源。若實驗用PLC的輸入端為繼電器輸入,也可以用220V交流電源。
圖8-11中,電路主接觸器KM和三角形全壓運行接觸器的動合輔助觸點作為輸入信號接于PLC的輸入端,便于程序中對這兩個接觸器的實際動作進行監視,通過程序以保證電機實際運行的安全。PLC輸出端保留星形和三角形接觸器線圈的硬互鎖環節,程序中也要另設軟互鎖。
(3)程序設計
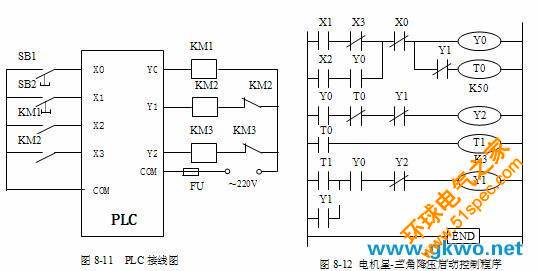
圖8-12為電機星-三角降壓啟動控制的梯形圖。在接線圖8-11中將主接觸器KM1和三角形連接的接觸器KM2輔助觸點連接到PLC的輸入端X2、X3,將啟動按鈕的動合觸點X1與X3的動斷觸點串聯,作為電機開始啟動的條件,其目的是為防止電機出現三角形直接全壓啟動。因為,若當接觸器KM2發生故障時,如主觸點燒死或銜鐵卡死打不開時,PLC的輸入端的KM2動合觸點閉合,也就使輸入繼電器X3處于導通狀態,其動斷觸點斷開狀態,這時即使按下啟動按鈕SB2(X1閉合),輸出Y0也不會導通,作為負載的KM1就無法通電動作。
在正常情況下,按下啟動按鈕后,Y0導通,KM1主觸點動作,這時如KM1無故障,則其動合觸點閉合,X2的動合觸點閉合,與Y0的動合觸點串聯,對Y0形成自鎖。同時,定時器T0開始計時,計時5s。
Y0導通,其動合觸點閉合,程序第2行中,后面的兩個動斷觸點處于閉合狀態,從而使Y2導通,接觸器KM3主觸點閉合,電機星形啟動。當T0計時5s后,使Y2斷開,即星形啟動結束。該行中的Y1動斷觸點起互鎖作用,保證若已進入三角形全壓啟動時,接觸器KM3呈斷開狀態。
T0定時到的同時,也就是星形啟動結束后,防止電弧短路,需要延時接通KM2,因此,程序第3行的定時器T1起延時0.3s的作用。
T1導通后,程序第4行使Y1導通,KM2主觸點動作,電機呈三角形全壓啟動。這里的Y2動斷觸點也起到軟互鎖作用。由于Y1導通使T0失電,T1也因T0而失電,因此,程序中用Y2的動斷觸點對Y1自鎖。
按下停止按鈕,Y0失電,從而使Y1或Y2失電,也就是在任何時候,只要按停止按鈕,電機都將停轉。
(4)運行并調試程序
A.將梯形圖程序輸入到計算機。
B.下載程序到PLC,并對程序進行調試運行。觀察電機在程序控制下能否實現自動星-三角降壓啟動。
C.調試運行并記錄調試結果。
2.3編程練習
(1)在圖8-9中,若用熱繼電器的動合觸點作為PLC的輸入,程序有何變化?
(2)如果不用熱繼電器,而采用一個溫度檢測開關,試設計系統接線圖和控制程序。
三、實訓報告要求與考核標準
1、實訓報告要求
(1)整理實訓操作結果,按標準寫出實訓報告。
(2)根據編程練習要求,編寫程序并實訓驗證。
(3)完成下列思考題和習題。
A.根據圖8-12給出的梯形圖,寫出指令表。
B.按照圖8-11原理接線圖畫出實際接線圖。
2、交通信號燈控制實驗
表9-1 項目所需設備、工具、材料

2、訓練內容
1)項目描述
某交通信號燈采用PLC控制。信號燈分東西、南北兩組,分別有紅黃綠三種顏色,假設東西方向交通比南北方向繁忙一倍,因此東西方向的綠燈通行的時間多一倍。其控制要求按照圖9-10時序控制圖所示,按下啟動按鈕開始工作,按下停止按鈕停止工作,”白天/黑夜”選擇開關閉合時為黑夜工作狀態,這時只有黃燈閃爍,斷開時按時序控制圖工作。
2)實訓要求
2.1)輸入和輸出點分配表
見表9-7。
表9-7 輸入和輸出點分配表
2.2)PLC接線圖
見圖9-11。
2.3)程序設計
根據時序圖,畫出交通燈控制的順序功能圖如圖9-12所示。
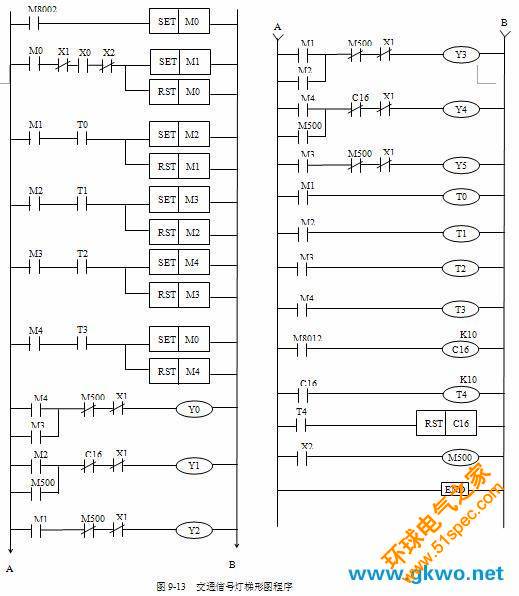
當PLC進入RUN狀態,M0得電自鎖。當白天/黑夜開關S斷開,此時動斷觸點X2閉合,因停止按鈕是斷開的,X1動斷觸點閉合,此時按下啟動按鈕,動合觸點X0閉合,因此狀態由M0轉到M1,Y2、Y3得電,紅2、綠1燈亮。延時20秒后,狀態由M1轉到M2,紅2亮、黃1閃(閃爍由圖9-11中的C16實現)。又延時5秒后,狀態由M2轉到M3,紅1、綠2燈亮。延時40秒后,狀態由M3轉到M4,紅1亮、黃2閃。又延時5秒后,狀態由M4轉回到M0,執行下一循環。
當白天/黑夜開關S閉合時,只有黃燈的閃爍,問題是這樣解決的: M8012(PLC機內內部產生100ms時鐘脈沖的特殊輔助繼電器),其線圈由PLC自動驅動,即 PLC通電后M8012保持100ms的周期振蕩,利用其動合觸點驅動計數器線圈C16,當C16累計到10個脈沖時(1s時間),計數器C16動作,C16動合觸點驅動時間繼電器T4,T4定時1s后動作,T4動合觸點閉合將C16復位,其后周而復始,使C16線圈接通1s后又斷開1s,動斷觸點C16接到控制線圈Y1和Y4回路,使Y1和Y4時而接通1s時而斷開1s,從而產生了在黑夜開關S閉合時黃燈閃爍的效果,其梯形圖程序見圖9-13。
當按下停止按鈕,X1閉合,其動斷觸點X1分別接到Y0~Y5的線圈回路,使Y0~Y5斷電,所有燈滅。同時使程序從MO后不再執行。
2.4)運行并調試程序
(1)將梯形圖程序輸入到計算機。

(2)按圖9-11所示連接好PLC的輸入與輸出端,將PLC與計算機連接好。
(3)對程序進行調試運行。
將S閉合,按下啟動按鈕SB1,觀察HL1~HL6的指示狀態。
將S打開,按下啟動按鈕SB1,觀察HL1~HL6的指示狀態。按下停止按鈕,再觀察HL1~HL6的指示狀態。
調試運行記錄。
3、實訓報告要求與考核標準
3.1)實訓報告要求
(1)整理實訓操作結果,按標準寫出實訓報告。
3、機械手的順序控制
一、項目所需設備、工具、材料
見表10-1。
表10-1 項目所需設備、工具、材料
二、訓練內容
1、項目描述
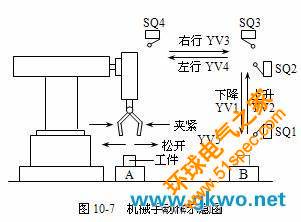
如圖10-7所示是一氣動機械手動作示意圖,其功能是將工件從A處移送到B處。氣動機械手的升降和左右移行分別使用了雙線圈的電磁閥,在某方向的驅動線圈失電時能保持在原位,必須驅動反方向的線圈才能反向運動。上升、下降對應的電磁閥線圈分別是YV2、YV1,右行、左行對應的電磁閥線圈分別是YV3、YV4。機械手的夾鉗使用單線圈電磁閥YV5,線圈通電時夾緊工件,斷電時松開工件。通過設置限位開關SQ1 、SQ2、SQ3、SQ4分別對機械手的下降、上升、右行、左行進行限位,而夾鉗不帶限位開關,它是通過延時1.7s來表示夾緊、松開動作的完成的。
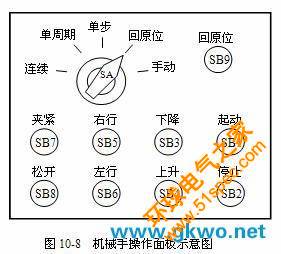
如圖10-8所示為機械手的操作面板,機械手能實現手動、回原位、單步、單周期和連續等五種工作方式。手動工作方式時,用各按鈕的點動實現相應的動作;回原位工作方式時,按下”回原位”按鈕,則機械手自動返回原位;單步工作方式時,每按一次起動按鈕,機械手向前執行一步;選擇單周期工作方式時,每按一次起動按鈕,機械手只運行一個周期就停下;連續工作方式時,機械手在原位,只要按下起動按鈕,機械手就會連續循環動作,直到
按下停止按鈕,機械手才會最后運行到原位并停下;而在傳送工件的過程中,機械手必須升到最高位置才能左右移動,以防止機械手在較低位置運行時碰到其它工件。
2、實訓要求
2.1分配輸入/輸出點
見表10-4。
表10-4 PLC輸入/輸出點分配表

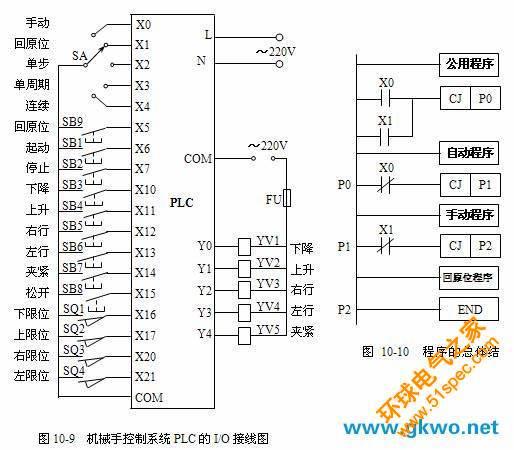
2.2 PLC接線圖
如圖10-9所示。
2.3)程序設計
2.3.1基本指令編程
機械手系統的程序總體結構如圖10-10所示,分為公用程序、自動程序、手動程序和回原位程序等四部分。其中自動程序包括單步、單周期和連續運行的程序,因它們的工作順序相同,所以可將它們合編在一起。CJ(FNC00)是條件跳轉應用指令(詳情見項目十二),指針標號P是其操作數。該指令用于某種條件下跳過CJ指令和指針標號之間的程序,從指針標號處繼續執行,以減少程序執行時間。如果選擇”手動”工作方式,即X0為ON,X1為OFF,則PLC執行完公用程序后,將跳過自動程序到P0處,由于X0動斷觸點斷開,所以直接執行”手動程序”。由于P1處的X1的動斷觸點閉合,所以又跳過回原位程序到P2處。如果選擇”回原位”工作方式,同樣只執行公用程序和回原位程序。如果選擇”單步”或”連續”方式,則只執行公用程序和自動程序。
公用程序如圖10-11所示,當Y4復位(即松緊電磁閥松開)、左限位X21和上限位X17接通時,輔助繼電器M0變為ON,表示機械手在原位。這時,如果開始執行用戶程序(M8002為ON)、系統處于手動或回原位狀態(X0或X1為ON),那么初始步對應的M10被置位,為進入單步、單周期、連續工作方式作好準備。如果M0為OFF,M10被復位,系統不能進入單步、單周期、連續工作方式。圖中的指令ZRST(FNC40)是成批復位的應用指令,當X0為ON時,對M11~M18的輔助繼電器復位,以防止系統從自動方式轉換到手動方式,再返回自動方式時出現兩種不同的活動步。
手動程序如圖10-12所示,用X10~X15對應機械手的上下左右移行和夾鉗松緊的按鈕。按下不同的按鈕,機械手執行相應的動作。在左、右移行的程序中串聯上限位置開關的動合觸點是為了避免機械手在較低位置移行時碰撞其它工件。為保證系統安全運行,程序之間還進行了必要的聯鎖。

如圖10-13所示為回原位程序,在系統處于回原位工作狀態時,按下回原位按鈕(X5為ON),M3變為ON,機械手松開和上升,當升到上限位(X17變為ON),機械手左行,直到移至左限位(X21變為ON)才停止,并且M3復位。
自動程序如圖10-14所示,系統工作為單步方式時,X2為ON,其動斷觸點斷開,輔助繼電器一般情況下M2為OFF 。X3、X4都為OFF,”單周期”和”連續”工作方式被禁止。假設系統處于初始狀態,M10為ON,當按下起動按鈕X6時,M2變為ON,使M11為ON,Y0線圈得電,機械手下降。放開起動按鈕后,M2立即變為OFF。當機械手下降到下限位時,與Y0線圈串聯的X16動斷觸點斷開,Y0線圈失電,機械手停止下降。此時,M11、X16均為ON,其動合觸點接通,再按下起動按鈕X6時,M2又變為ON,M12得電并自保持,機械手進入夾緊狀態,同時M11也變為OFF。在完成某一步的動作后,必須按一次起動按鈕,系統才能進入下一步。

如果選擇的是單周期工作方式,此時X3為ON,X2的動斷觸點接通,M2為ON,允許轉換。在初始步時按下起動按鈕X6,在M11電路中,因M10、X6、M2的動合觸點和M12的動斷觸點都接通,所以M11變為ON,Y0也變為ON,機械手下降。當機械手碰到下限位開關X16時停止下降,M12變為ON,Y4也變為ON,機械手進入夾緊狀態,經過1.7s后,機械手夾緊工件開始上升。這樣,系統就會按工序一步一步向前運行。當機械手在M18步返回原位時,X4為OFF,其動合觸點斷開,此時不是連續工作方式,因此機械手不會連續運行。
系統處于連續方式時, X4為ON ,它的動合觸點閉合,在初始步時按下起動按鈕X6,M1得電自保持,選擇連續工作方式,其它工作過程與單周期方式相同。按下停止按鈕X7后,M1變為OFF,但系統不會立即停下,在完成當前的工作周期后,機械手最終停在原位。
2.3.2基本指令配合步進指令的編程方法
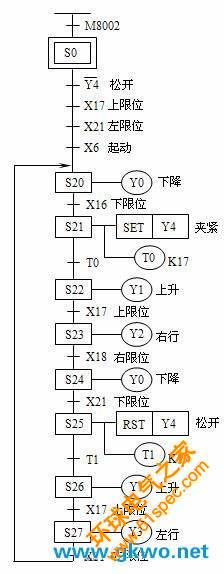
運用步進指令編寫機械手順序控制的程序比用基本指令更容易、更直觀。在機械手的控制系統中,手動和回原位工作方式用基本指令很容易實現,這里不重復。只介紹圖10-15所示的順序功能圖,該圖實現了機械手的自動連續運行。圖中特殊輔助繼電器M8002僅在運行開始時接通。S0為初始狀態,對應回原位的程序。在選定連續工作方式后,X4為ON,按下回原位按鈕X5,能保證機械手的初始狀態在原位。當機械手在原位時,夾鉗松開Y4為OFF,上限位X17、左限位X21都為ON,這時按下起動按鈕X6,狀態由S0轉換到S20,Y0線圈得電,機械手下降。當機械手碰到下限位開關X16時,X16變為ON,狀態由S20轉換為S21,Y0線圈失電,機械手停止下降,Y4被置位,夾鉗開始夾持,定時器T0啟動,經過1.7s后,定時器的觸頭接通,狀態由S21轉換為S22,機械手上升。系統如此一步一步按順序運行。當機械手返回到原位時X21變為ON,狀態由S27轉換為S0,機械手自動進入新的一次運行過程。因此機械手能自動連續運行。從圖10-15所示的順序功能圖中可以看出,每一狀態繼電器都對應機械手的一個工序,只要弄清工序之間的轉換條件及轉移方向就很容易、很直觀的畫出順序功能圖。其對應的步進指令梯形圖也很容易畫出。
2.3.3基本指令、初始狀態指令和步進指令配合的編程方法
初始狀態指令順序控制的程序如圖10-16所示。圖(a)為初始化程序,它保證了機械手必須在原位才能進入自動工作方式。圖(b)為手動方式程序,機械手的夾緊、放松及上下左右移行由相應的按鈕完成。在圖(c)回原位方式程序中,只需按下回原位按鈕即可。圖中除初始狀態繼電器外,其它狀態繼電器應使用回零狀態繼電器S10~ S19。圖(d)為自動方式程序,M8041和M8044都是在初始化程序中設定的,在程序運行中不再改變。
下面是圖10-16對應的語句表程序。
2.4運行并調試程序
2.4.1基本指令順序控制程序
(1)將梯形圖程序輸入到計算機。
(2)對程序進行調試運行。
a.將轉換開關SA旋至“手動”檔,按下相應的動作按鈕,觀察機械手的動作情況;
b.將轉換開關SA旋至“回原位”檔,按下回原位按鈕,觀察機械手是否回原位;
c.將SA旋至“單步”檔,每按起動按鈕,觀察機械手是否向前執行下一動作;
d.將SA旋至“單周期”檔,每按一次起動按鈕,觀察機械手是否運行一個周期就停下;
e.將SA旋至“連續”檔,按下起動按鈕,觀察機械手是否連續運行。
(3)記錄調試程序的結果。
2.4.2基本指令與步進指令控制程序
(1)將順序功能圖轉換為梯形圖輸入到計算機。
(2)對程序進行調試運行。
將轉換開關SA旋至”連續”檔,先按回原位按鈕,再按起動按鈕,觀察機械手是否連續運行。
(3)記錄調試程序的結果。
2.4.3基本指令、初始狀態指令配合步進指令順序控制程序
(1)將控制程序輸入到計算機。
(2)對程序進行調試運行與基本指令順序控制程序的相同。
(3)記錄調試程序的結果。
三、實訓報告要求與考核標準
1、實訓報告要求
(1)整理實訓操作結果,按標準寫出實訓報告。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


