當前位置: 首頁 > 工業控制產品 > 運動控制 > 工業機器人 > 直角坐標型工業機器人
發布日期:2022-04-18 點擊率:63
隨著汽車制造業對焊接精度和速度等指標提出的要求越來越高,以及用戶個性化需求的日益加強,為了滿足多車型、多批次的市場需求,提高車身車間生產能力的柔性和彈性,工業機器人在車身焊接中得到了廣泛應用。本文結合實例介紹了點焊機器人和弧焊機器人系統在車身焊接中的應用。
轎車車身的結構和工藝在很大程度上決定了乘車的安全系數。車身本體是由十幾個大總成和數百個薄板沖壓件,經點焊、弧焊、激光焊、釬焊、鉚接、機械連接以及膠接等工藝連接成的復雜薄板結構件。由于白車身所涉及的零件多、工藝復雜且設備類型繁多,因此車身規劃對焊接工藝、裝焊夾具、質量控制以及維護保養等都有較高的要求。本文結合實例重點介紹了點焊機器人系統和弧焊機器人系統在車身焊接中的應用。
【點焊機器人系統】
車身點焊的質量直接影響著汽車車身強度和使用安全性。點焊設備因易于機械化、成本較低廉、技術成熟且配套設施完善,在汽車車身的生產中應用得最為廣泛。現在,點焊焊接過程完全自動化已成為趨勢,機器人點焊系統已得到廣泛應用,正逐步取代手工點焊。
1.氣動點焊機器人系統
氣動點焊機器人系統包括機器人本體、機器人控制器、點焊控制器、自動電極修磨機、氣動點焊鉗和水氣供應的水氣控制單元等,如圖1所示。
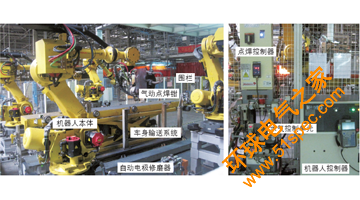
圖1氣動點焊機器人系統
氣動焊鉗作為點焊機器人的執行機構,目前普遍采用了一體化焊鉗,就是焊接變壓器裝在焊鉗后面,減少了二次電纜的損失,提高焊接質量。由于采用一體化焊鉗,變壓器必須盡量小型化,提高機器人有效負載。對于容量較大的變壓器,已開始采用中頻逆變技術:把50Hz工頻交流變為600~1000Hz交流再整流,使變壓器體積減少、減輕。
氣動焊鉗電極組件形式上與手工焊接焊鉗基本相似,完成與工件接觸及通電焊接作用,為降低維護改造成本,焊鉗組件有模塊化的趨勢。點焊機器人動作穩定可靠,重復精度高,可代替人的繁重體力勞動,并且提高了焊接質量,提高了生產線柔性。
2009年,上汽乘用車公司南京基地新建10萬輛榮威350系列轎車AP11焊接生產線。該線從日本FANUC公司引進49臺六軸氣動點焊機器人,應用在工藝要求較高的車身下車體總成焊接工位、側圍總成及車身本體的裝配焊接上。
在成功新建AP11主線后,上汽乘用車公司南京基地于2011年在AP11基礎上建設MG5車型生產線時,再次引進引進日本FANUC公司的10臺點焊機器人,用于6萬輛生產能力的AP12主線上,應用在工藝質量要求較高的車身下車體總成焊接工位、側圍部件、側圍總成及車身本體的裝配焊接上。
與原AP11主線不同的是,建設投產的AP12主焊線與AP11線實現設備全部共用,充分滿足了柔性混線生產的需求,實現了短時切換或無需切換的全柔性生產模式。為節省建設成本及場地,我們將生產線多數工位上的一臺機器人改造為可帶兩把以上焊鉗或抓手工具,通過采用自動工具交換裝置可快速進行焊鉗間的切換。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


